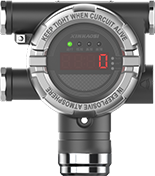
Highly integrated safety valves, controllers, and transmitters designed for mission-critical hazardous detection




Solenoid valves act as the primary, fast-acting physical barriers against combustible and hazardous gases. A 1-inch nominal port size (DN25) strikes the ideal balance, offering low pressure-drop coefficients and high volumetric flow rates suitable for medium to large-scale supply grids, factory boiler inlets, and commercial utility hubs. In the event of system leakage, electrical failure, or standard automated operation, these valves trigger rapid emergency shut-offs.
Our organization has delivered robust, reliable safety control architectures since 2003. Decades of research and development ensure our products meet the highest standard of international design guidelines. When integrating controllers with physical valves, specifying the correct nominal size, electrical standard, coil rating, and sealing technology defines the threshold between system operation and catastrophic system failure.
A high-performance 1-inch solenoid valve features robust physical and chemical properties. A standard design consists of a cast brass, aluminum alloy, or stainless steel body, paired with high-performance synthetic rubber seals (typically NBR or Viton) compatible with natural gas, liquefied petroleum gas (LPG), and manufactured coal gas.
Pilot-operated vs. Direct-acting: For high-flow 1-inch systems, pilot-operated mechanisms utilize the pressure differential of the fluid line to assist valve opening and closing. This allows for lower coil power ratings while managing higher inline pressures. However, for zero-pressure startup lines or low-gravity lines, direct-acting or kick-pilot configurations are used to ensure the valve cycles reliably even at zero delta-P.
Future Ready Sensing & Mitigation Systems
Founded in 2003, Xinhaosi has established itself as an influential manufacturer in the global gas safety and control industry. We utilize advanced electronic detection technology to make unknown gas leak risks clear and visible. We provide customer-focused products and services to safeguard the safe operation of every factory, the comfort of every city, and the peace and happiness of every home. Powered by cutting-edge production systems, we deliver more advanced, intuitive, and precise gas safety solutions for shaping a safer world.


Inside our state-of-the-art facility featuring automated production lines, testing chambers, and research facilities



Every industrial project has unique requirements. A standard 1-inch valve might not fit specialized system configurations. Our OEM engineering services provide custom solutions to meet precise specifications.
We work closely with OEMs from the design phase, providing 3D CAD modeling, rapid prototyping, and environmental simulations. Custom control boxes (such as our JB-MK-AT2042X Interlock Control Box) integrate with the valves to enable a cohesive safety response system.
China is a global leader in precision industrial manufacturing. Sourcing 1-inch solenoid valves from a specialized manufacturer in China provides cost-efficiency and quality control advantages.
Our raw material sourcing network ensures consistent access to quality alloys and synthetic polymers. By combining local material suppliers with advanced in-house machining, we reduce production times without sacrificing component precision.
Advanced CNC automated lathes, standardized automated winding machines, and multi-station gas leak test benches allow us to maintain high production capacity while keeping dimensional variations minimal.
Additionally, proximity to logistics hubs in Chengdu and coastal ports allows for efficient transport via air cargo or ocean shipping, ensuring reliable delivery schedules for global projects.
Industrial installations are subject to strict regional and global safety standards. Our 1-inch solenoid valves and controllers comply with international safety directives, simplifying the commissioning process for engineering contractors.
Our regulatory certifications include EN 161 compliance for gas burners and gas appliances, ATEX & IECEx explosion-proof ratings for Zone 1 and Zone 2 hazardous areas, CE markings, and SIL2/SIL3 functional safety approvals.
Compliance requires more than paperwork; it requires practical application. We offer technical documentation in multiple languages, system drawings, and remote engineering support to ensure seamless installation. This localized support ensures safety standards are met and systems integrate smoothly with localized safety networks.
Comprehensive protection systems covering industrial, commercial, residential, and urban distribution sectors
Safety First from Precision Sensing

Home Safety from Gas Monitoring

Protecting from the Source

Smart Sensing for Urban Gas
Large industrial boilers require a high volume of gas fuel. A 1-inch valve provides the flow capacity needed for high-output heat cycles. Connected to flame detectors and safety controllers, the valve shuts down fuel lines within milliseconds if a burner flameout is detected.
Multi-range commercial kitchens in hotels and shopping centers run complex, high-pressure natural gas lines. If a leak occurs, our household and commercial gas detectors send an electrical signal to the 1-inch emergency shut-off valve, cutting the gas supply before fuel-air mixtures reach explosive limits.
In municipal gas networks, 1-inch solenoid valves control secondary distribution lines. Working alongside pressure transmitters (like the OEM XCS-P3051) and flow sensors, these valves adjust flow or isolate grid zones in response to pressure anomalies.
In chemical and petrochemical plants, process gases must be closely controlled. Explosion-proof 1-inch solenoid valves handle specialized gases while meeting explosion protection ratings like Ex d IIC T6, ensuring reliable operation in hazardous environments.
The flow control sector is moving toward digitalization and IoT connectivity. Standard mechanical solenoid valves are being upgraded with smart diagnostic capabilities.
Future 1-inch solenoid valves will incorporate sensors to monitor coil temperature, valve position, and local pressure drop. Using protocols like Modbus, Foundation Fieldbus, or wireless LoRaWAN, these valves report their status to a centralized control room in real time.
This diagnostic data enables predictive maintenance. Operators can identify valve wear, coil degradation, or scaling issues before a failure occurs. Our R&D team is integrating smart technologies into our valves and control boxes to support this shift toward IoT-driven safety systems.
Keep pace with Xinhaosi's global exhibitions, product launches, and technological breakthroughs
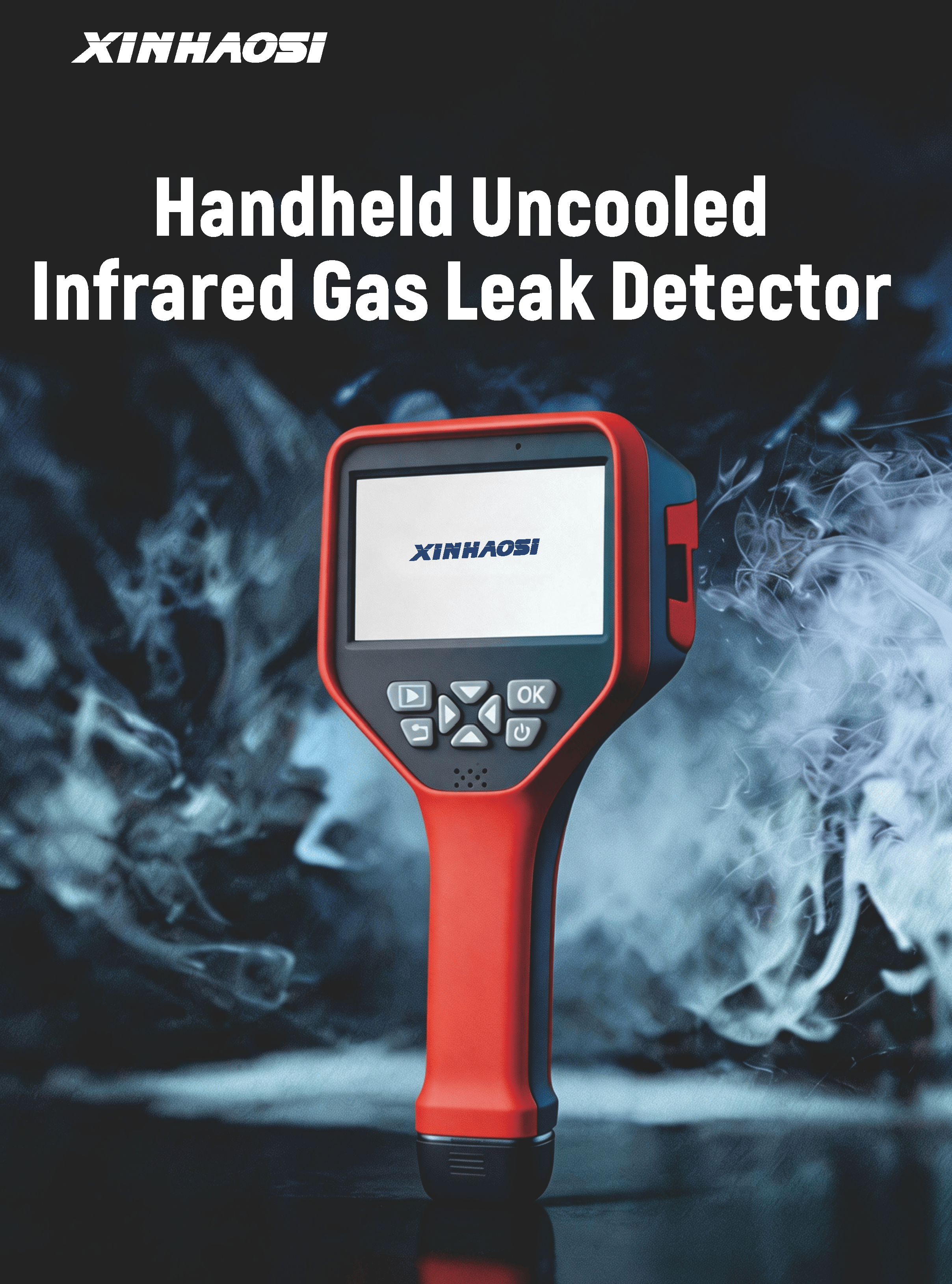
Xinhaosi Electronic Detection Technology Co., Ltd. officially launched its new Handheld Uncooled Infrared Gas Leak Detector, featuring dual-technology fusion, ultra-fast response, and long-distance non-contact detection to enhance safety in industrial scenarios.
Read Article →
XINHAOSI recently participated in the 5th Western China Cross-Border E-Commerce Expo held in Chengdu. The event brought together global buyers, manufacturers, and supply chain companies, creating new opportunities for international business cooperation.
Read Article →
XINHAOSI recently participated in the 2026 Sichuan (Chengdu) – Indonesia Industry Matchmaking Conference held in Chengdu. The event gathered enterprises and industry representatives to explore new business opportunities in Southeast Asia.
Read Article →Technical answers to common questions about selection, performance, and integration
The flow coefficient (Cv) of a 1-inch (DN25) solenoid valve ranges from 10 to 15, depending on the body shape and pilot design. This supports flow rates of 12 to 25 cubic meters per hour under standard pressure drops, making them suitable for low-pressure gas lines and high-output burners.
Pilot-operated valves are preferred for high-pressure systems where fluid pressure assists the opening process, reducing the required coil size. Direct-acting valves are better suited for zero-pressure or low-differential systems because they do not require a minimum pressure drop to operate.
Explosion-proof coils (such as Ex d IIC T6) contain any internal ignition or spark within the coil housing, preventing gas in the surrounding atmosphere from igniting. This is essential for safety compliance in Zone 1 and Zone 2 environments.
NBR (Nitrile Butadiene Rubber) is the standard seal material for natural gas and LPG, offering good resistance to hydrocarbons. For higher temperatures or corrosive applications, Viton (FKM) is used due to its chemical resistance and thermal stability.
For optimal reliability, solenoid valves should be installed on horizontal pipelines with the coil facing upward. Vertical mounting can lead to uneven wear and debris accumulation, potentially affecting valve closure.
Manual-reset emergency shut-off valves use low-power coils (9V-12VDC pulse) to release the latch, consuming minimal power. Continuous-duty solenoid valves typically draw 15W to 30W of AC/DC power during operation, requiring careful heat dissipation management.
With regular maintenance and clean media, industrial-grade solenoid valves are rated for 1 million to 5 million cycles. Under standard conditions, this equates to a service life of 5 to 10 years.
Control boxes monitor input signals from gas and flame detectors. If a leak or flame failure is detected, the controller cuts or applies power to the solenoid valve, initiating an automatic shut-off within milliseconds.
Regular maintenance includes checking the electrical connections, verifying the seal integrity, clearing any debris from the valve orifice, and performing functional tests to ensure the valve cycles properly under pressure.
We provide custom options including specialized thread formats (NPT/BSP), alternative seal materials (EPDM/Viton), unique voltage ratings, and corrosion-resistant body coatings to suit different industrial requirements.
Delivering high-performance safety integrations for major enterprises worldwide
























High-sensitivity combustible gas detectors and signal sirens for heavy-duty industrial processing environments










