Reliable hardware solutions engineered for high performance, regulatory compliance, and extreme operational durability.
Delivering precision engineering from sensors to valves to protect industrial systems, cities, and homes.
Detection Systems
Safety First from Precision Sensing

Gas Detectors
Home Safety from Gas Monitoring

Gas Solenoid Valves
Protecting from the Source

Distribution & Monitoring
Smart Sensing for Urban Gas



Founded in 2003, Xinhaosi has spent over two decades engineering and manufacturing mission-critical gas safety instrumentation and automation valves. As an industry-leading high-quality valve and solenoid manufacturer, we operate on a simple yet crucial philosophy: We utilize advanced electronic detection technology to make unknown gas leak risks clear and visible.
From industrial gas solenoid valves to residential interlocking shut-off valves, we focus on the integration of sensing and mechanical safety. We provide customer-focused products and services to safeguard the safe operation of every factory, the comfort of every city, the peace and happiness of every home. Powered by cutting-edge production systems and technology, we deliver more advanced, intuitive, and precise gas safety solutions for shaping a safer future world.
More About Us

In process safety and hazardous fluid transport, the integrity of a solenoid valve represents the final line of defense against catastrophic failure. As a prominent valve and solenoid manufacturer, our research and development prioritize three core pillars: structural longevity, electromagnetic responsiveness, and environmental resilience.
Depending on line pressure and pipe size, choosing the correct valve action is critical:
Industrial applications mandate rugged housing materials. We construct our valve bodies from cast brass, marine-grade anodized aluminum, and 316 stainless steel to eliminate the risk of galvanic corrosion. Our solenoid housings conform to strict explosion-proof regulations. Equipped with flameproof pathways, our electrical terminals prevent internal sparks from igniting volatile ambient vapors in high-risk zones, making them suitable for Class I Division 1 and Zone 1 hazardous environments.
Empowered by technology: Full-chain integration, Comprehensive protection, Shaping the future with intelligence. From initial forging and precise CNC milling of valve bodies to the automatic winding of high-insulated copper coils, every step is executed under one digital quality management infrastructure.
Our integrated production line reduces shipping times, ensures consistent physical tolerances, and reduces product defect rates to sub-PPM levels.
More About SolutionsSourcing from our state-of-the-art Chinese manufacturing facilities delivers distinct strategic and logistical benefits for global procurement departments:
Global operations require compliance with localized safety standards. We actively align our engineering outputs with the requirements of major international standardization bodies:
Our safety products are designed and certified to comply with CE, ATEX, UL, and SIL specifications, ensuring seamless integration into European and North American industrial grids.
We provide localized engineering support. Whether modifying connection ports, adjusting voltage tolerances, or customizing branding, our technical team works closely with your engineering group.
Our localized agent networks and responsive technical centers ensure after-sales support, installation guidance, and swift troubleshooting, keeping your downtime to a minimum.
Valves and solenoids operate in various critical scenarios where precision shut-off is essential for safety and efficiency:
In residential buildings and commercial kitchens, gas safety detectors must work in tandem with safety shut-off valves. If combustible gases are detected, the system triggers the gas solenoid valve to close, preventing gas accumulation. This integration of sensing and physical shut-off represents a key trend in modern building safety regulations.
Industrial refineries and chemical storage yards handle volatile gases under demanding conditions. Our explosion-proof gas detectors and high-durability solenoid valves are engineered to operate reliably in these environments, maintaining safety under pressure variations and challenging ambient conditions.
The transition toward smart cities requires connected infrastructure. Modern valves are shifting toward smart systems equipped with low-power wireless transmission (NB-IoT, LoRaWAN, 4G). This enables real-time pressure monitoring and remote shut-off, allowing municipal operators to respond swiftly to anomalies and minimize leaks.
Stay tuned for the latest updates from Xinhaosi & the Industry .
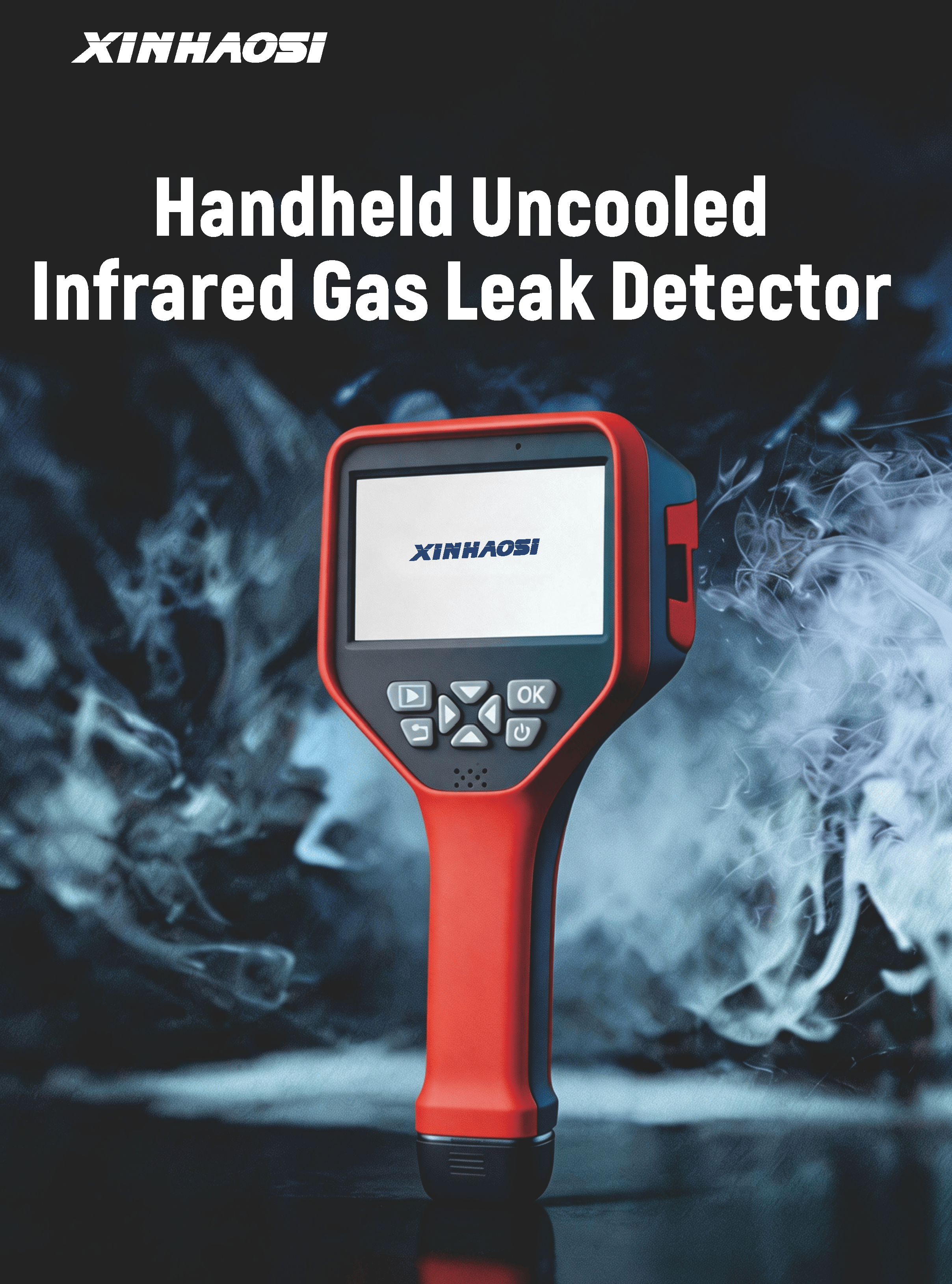
Featuring dual-technology fusion, ultra-fast response, and long-distance detection to enhance safety and efficiency in petrochemical, refrigeration, and industrial scenarios.

Connecting with global buyers and manufacturers in Chengdu to showcase our latest safety solutions and explore overseas market opportunities.

Strengthening cooperation with Southeast Asian partners to deliver robust industrial gas monitoring and control systems across the region.
Trusted by leading enterprises, utility distributors, and engineering contractors globally.
























Essential technical insights and purchasing considerations for valve and solenoid installations.
Complementary safety equipment including industrial gateways, pressure monitors, and explosion-proof detection systems.