In safety-critical process networks, the safety solenoid valve serves as the final, decisive element in emergency shutdown (ESD) loops. Designed to control the flow of hazardous, combustible, or volatile media, these valves must function flawlessly under extreme environmental conditions. When an upstream sensor detects gas concentration fluctuations, pressure overruns, or power grid dropouts, the safety solenoid valve acts immediately to isolate the flow, protecting both human life and high-value physical assets.
"From critical petrochemical process plants to urban gas distribution pipelines, the reliability of a safety solenoid is defined by its compliance with international functional safety ratings (such as SIL 2/3) and its mechanical capacity to execute fail-safe closures in milliseconds."
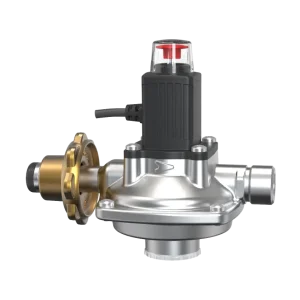
A professional evaluation of safety solenoid valves must consider structural architecture, electrical classification, and chemical compatibility. Unlike general-purpose solenoid valves, safety-rated valves employ specialized return-spring mechanisms, explosion-proof solenoid enclosures, and zero-friction sealing compounds. This ensures they remain operational even after long periods of inactivity.
Industrial organizations operate under stringent Environmental, Health, and Safety (EHS) mandates. Driven by frameworks like the European ATEX Directive, IECEx regulations, and regional Occupational Safety and Health Administration (OSHA) codes, safety solenoid installations are no longer optional additions; they are regulatory prerequisites.
The integration of functional safety (IEC 61508 / IEC 61511) has established a uniform standard for evaluating safety solenoid valves. Safety Integrity Level (SIL) certifications define a valve’s Probability of Failure on Demand (PFD). As a result, global engineering, procurement, and construction (EPC) companies prioritize suppliers who provide comprehensive testing documentation, MTBF (Mean Time Between Failures) data, and SIL certificates.
Compliance with ATEX, IECEx, and UL standards for hazardous environments. Enclosures are designed to contain internal explosions, preventing the ignition of surrounding flammable gases.
Valves are engineered with premium elastomers like Viton, NBR, and PTFE to achieve bubble-tight Class VI shutoff, preventing volatile organic compound (VOC) emissions.
Integration with smart positioners and IoT gateways allows for real-time partial stroke testing (PST), identifying mechanical degradation without interrupting process flows.
Procurement processes in major global enterprises have transitioned from a simple upfront purchase cost model to a comprehensive Total Cost of Ownership (TCO) evaluation. Buyers analyze energy efficiency, seal durability, and the availability of modular spare parts.
| Feature Parameter | Normally Closed (NC) Emergency Shutoff | Normally Open (NO) Gas Safety Venting | Direct-Acting Micro Solenoids |
|---|---|---|---|
| Typical Operation | Closes immediately on power loss to block gas flow. | Opens immediately on power loss to depressurize the system. | Direct magnetic control for pilot operations. |
| Response Time | < 50 Milliseconds (Spring Return) | < 80 Milliseconds | < 15 Milliseconds |
| Applicable Media | Natural Gas, LPG, Methane, Hydrogen, Light Oil | Air, Inert Gases, Combustible Vent Gas | Non-aggressive gases, pilot air |
| Explosion Protection | Ex d IIC T6 Gb / Ex tb IIIC T80°C Db | Ex d IIC T6 Gb | Ex ia IIC T4 Ga (Intrinsically Safe) |
| Primary Application | Burner fuel lines, main gas intake loops | Overpressure purge lines, toxic gas release | Actuator pilot control, lab instruments |
Founded in 2003, Xinhaosi has grown to become a prominent brand in the gas safety sector. Driven by Industry 4.0 manufacturing processes, we deploy high-precision CNC machining centers, automated coil winding arrays, and automated testing labs. This technological integration ensures our safety solenoid systems are built for long-term field reliability.
By combining high-throughput automated production with real-time inspection, Xinhaosi minimizes human error in critical areas like seal alignment, coil winding density, and spring tension calibration. This systematic manufacturing process delivers several key operational benefits to our global partners:
The industrial gas safety sector is undergoing a shift toward digitalization. Standard, isolated safety solenoids are evolving into nodes within larger, interconnected networks.
As the world pivots toward hydrogen energy, safety systems must adapt to handle this volatile gas. Hydrogen has a wide ignition range and a high permeation rate through standard elastomers. To meet this challenge, manufacturers use specialized stainless steel alloys (e.g., 316L) to prevent hydrogen embrittlement. They also utilize advanced polymeric seals designed to prevent gas escape under high pressures.
By integrating sensors into the solenoid actuator housing, modern systems monitor changes in coil resistance, response speed, and fluid temperature. These data streams feed directly into predictive maintenance models, allowing maintenance teams to identify potential valve stickiness or spring fatigue before an actual shutdown occurs.
Industrial gas safety installations vary significantly by application. Below, we examine three key scenarios where our safety solenoids and gas detectors provide critical protection:
Xinhaosi delivers end-to-end gas safety solutions. By integrating combustible and toxic gas detectors, dedicated system controllers, and fast-acting emergency shutdown valves, we provide robust safety coverage for modern industrial and residential zones.








Featuring dual-technology fusion, ultra-fast response, and long-distance non-contact detection to enhance safety and efficiency in petrochemical, refrigeration, natural gas and industrial safety scenarios.

The event brought together cross-border e-commerce platforms, global buyers, manufacturers, and supply chain companies, creating new opportunities for international business cooperation.

The event gathered enterprises and industry representatives from China and Indonesia to strengthen industrial cooperation and explore new business opportunities in Southeast Asia.
Safety solenoid valves are designed for fail-safe operation. They feature optimized mechanical spring returns to guarantee shutoff during a power failure, strict SIL 2 or SIL 3 certifications, and bubble-tight Class VI shutoff to prevent hazardous gas leakage.
These classifications ensure that the solenoid coil enclosure can contain any internal electrical spark or explosion. This prevents the ignition of external explosive gases or dust present in the atmosphere of petrochemical plants and storage facilities.
NBR offers excellent chemical resistance to standard petroleum products, LPG, and methane, while Viton is selected for high-temperature applications and corrosive chemicals. They ensure long-term elasticity and prevent micro-leakage.
Our valves are cycle-tested for over 1 million operations under load conditions. With proper media filtration and routine maintenance, their field service life often exceeds 10 years in typical industrial environments.